 手机直线:
手机直线: 咨询热线:0571-56211150
咨询热线:0571-56211150








十二辊轧机广泛应用于高强度、高精度、薄规格的不锈钢和精密合金等高端产品的轧制,其工作辊直径小,总轧制压力小,可以生产四辊轧机无法轧制的极薄厚度带钢。另外,十二辊轧机辊系结构复杂,具有轴向、径向等多种辊形调整机构,掌握此类轧机的板形调控规律对生产现场中的实际轧制过程具有重要的指导意义。由于十二辊轧机冷轧过程中不锈钢的变形抗力大,厚度薄,对带钢的尺寸精度和板形要求极高,要想掌握各项板形控制手段对板形的调控规律,就必须深入研究轧制过程中辊系及带钢的弹性变形行为。但是其辊系弹性变形的问题难以在实际生产中得到解决,所以对冷轧不锈钢薄带的板形控制一直是企业难以攻克的一大难题。
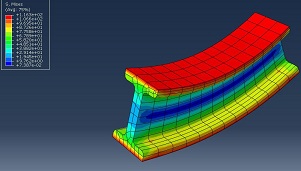
随着有限元分析的逐步发展、计算机的存储量和计算能力的飞速提高,有限元成为各行各业最广泛的数值模拟方法,尤其在板带成型领域中更是发挥着重要的作用。采用弹塑性有限元法模拟冷轧过程,不仅可以考虑到冷轧过程中辊系及带钢的弹性变形,而且可以对板形受力进行分析,提出具有参考价值的理论结果,因此得到诸多学者们的广泛关注。张国民、谢红飙等采用显式动力学有限元软件模拟了三维弹塑性板带轧制过程,计算出变形区板带的轧制压力分布。时旭应用MSC.Marc有限元软件,对薄带钢冷轧过程进行了数值模拟,采用弹塑性静力隐式算法,耦合分析了带钢与辊系、工作辊与支撑辊的变形场和应力场。魏立群、陆济民采用轧辊弹性变形影响函数法分析了板带宽度对板凸度的影响。十二辊轧机具有塔形的支撑辊系,刚性好,轧辊的挠度和弹性压扁很小,因此可以获得高精度的不锈钢成品。但是轧制过程中进行板形控制时,人们往往不可能准确测得十二辊轧机轧辊的弹性变形和精确的辊缝形状。因此,以某厂实际生产为研究背景,以304奥氏体不锈钢为研究对象,采用弹塑性有限元法,运用ANSYS/LS-DYNA显示动力学软件模拟十二辊轧机的冷轧过程,将带钢变形和辊系变形统一考虑,研究了十二辊冷轧机中间辊横移量随带钢宽度的变化规律,对现场实际生产中制定合理的轧制规程并改善板形具有十分重要的意义。
中心差分法是一种显示算法,在求解具体问题时,时间步长必须小于由该问题求解方程性质所决定的某个临界值Δmin,否则算法是不稳定的。此算法避免了反复更新刚度矩阵并降低求解线性方程组的成本,具有经济、快速、计算效率高的特点。
根据Courant-Friedrichs-Levy稳定性准则,临界时间步长可由下式确定。
对于十二辊轧机模型,由于带钢尺寸与轧辊尺寸相差较多,使分析步时间增量较小,因此有必要采取一些措施提高步长以缩短计算时间。
由此可知,当材料密度增大时,时间步长也随之增加,这就是显示动力学中的质量缩放技术。其本质是增大了材料的质量,从而增大了材料的惯性,所以要求质量缩放技术在惯性影响不大的情况下使用。采用质量缩放技术对计算精度影响不大,增大材料密度却可以明显降低计算时间。
专业从事有限元分析公司│有限元分析│CAE分析│FEA分析│技术服务与解决方案
杭州那泰科技有限公司
本文出自杭州那泰科技有限公司www.nataid.com,转载请注明出处和相关链接!